
- Товари і послуги
- Індукційний нагрівач
- Апарати для очищення зварювальних швів з нержавіючих сталей
- Відрізні круги
- Уцінені товари
- Зварювальні трансформатори
- Випрямлячі зварювальні
- Зварювальні інвертори
- Зварювальні напівавтомати інверторного типу
- Сварочные полуавтоматы
- Подавальні механізми
- Аргонодугове зварювання
- Повітряно-плазмове різання
- Компресори
- Генератори
- Контактно-точкове зварювання & споттери
- Газозварювальне обладнання
- Запчастини для газозварювального обладнання
- Комплектуючі до зварювального обладнання
- Запчастини для зварювальних апаратів
- Зарядні та пускові пристрої
- Зварювальні пальники MIG\MAG & WIG\TIG & Plazma
- Дріт для напівавтоматичного зварювання
- Прутки присадочні для газозварювання і TIG зварювання в середовищі захисних газів
- Електроди зварювальні
- Зварювальний хімія (спецзасоби)
- Зварювальні кабелі і байонетні з'єднання
- Електрокалорифер (тепловентилятор, теплова гармата)
- Блоки автономні рідинного охолодження зварювальних пальників і плазматрон для різання
- Зварювальне оснащення
- ЗІЗ. Засоби індивідуального захисту.
- Будівельний Электроинтрумент
- Бензоінструмент
- Обладнання для роботизованих комплексів автоматичного зварювання
- Зварювальне обладнання
- Прайс-листи
- Статті
- Презентації і документи
- Про нас
- Відгуки
- Найчастіші запитання
- Доставка і оплата
- Відео
- Понеділок09:0018:00
- Вівторок09:0018:00
- Середа09:0018:00
- Четвер09:0018:00
- Пʼятниця09:0018:00
- Субота10:0017:00
- НеділяВихідний





Пальники напівавтоматична ІСКРА 2,5метра
810 ₴
- В наявності
- Код: IWTMIG25MPDG
- +380 (67) 697-42-56офис
- +380 (73) 400-70-08электроды
- +380 (57) 766-24-17Сбыт безнал
- +380 (57) 766-24-16бухгалтерия

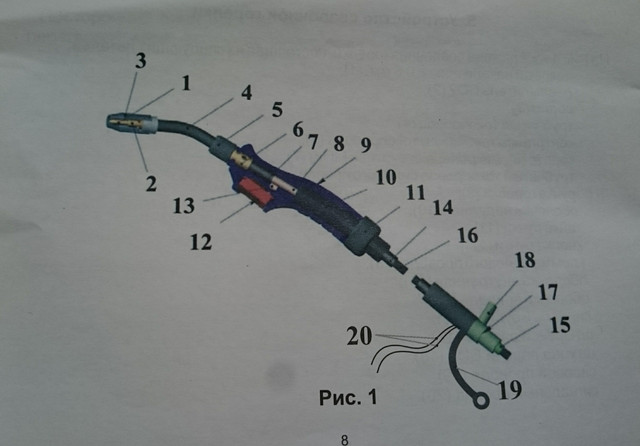
Пальники напівавтоматичні ІСКРА. Рукав іскра.
Пальники зварювальні ІСКРА для напівавтоматів типу ПДУ-150 ГОСТ 18130-79 та інших серійних виробників, що виробляються, призначені для зварювання в захисному газовому середовищі стандартного зварювального дроту (омденний, полірований) суцільного перерізу.
Спосіб під'єднання — штировий і гайковий (євро), який забезпечує надійне під'єднання до зварювальних апаратів виробництва СНД і закордонних аналогів.
Зварювальний струм постійний
Діаметр зварювального дроту 0,8....1,2 мм
Переріз струмопроводу 12,0......28,0 мм
Захисний газ Ar, CO2
- робочий тиск газу 0.2-0.8 кг/м3
Маса не більш ніж 1,8 кг
Завдовжки 2,5м
Номінальне значення зварювального струму та тривалість увімкнення (ПВ) наведені в таблиці:
| Діаметр зварювального дроту, мм | |||||
|---|---|---|---|---|---|
| 0,8 | 1,0 | 1,2 | |||
| I,A | ПВ, % | I,A | ПВ, % | I,A | ПВ,% |
| 50 | 100 | 100 | 100 | 125 | 90 |
| 80 | 100 | 125 | 90 | 150 | 80 |
| 120 | 100 | 150 | 80 | 170 | 60 |
Примітка: ПВ наведено для 20 хв. циклу за номінального значення мережевої напруги та оптимальної відстані від зварювального виробу до струмового наконечника (1/2 від вхідного діаметра сопла).
| Основні атрибути | |
|---|---|
| Країна виробник | Україна |
- Ціна: 810 ₴
- Спосіб упаковки: Поліетиленове паковання