
- Товари і послуги
- Індукційний нагрівач
- Апарати для очищення зварювальних швів з нержавіючих сталей
- Відрізні круги
- Уцінені товари
- Зварювальні трансформатори
- Випрямлячі зварювальні
- Зварювальні інвертори
- Зварювальні напівавтомати інверторного типу
- Сварочные полуавтоматы
- Подавальні механізми
- Аргонодугове зварювання
- Повітряно-плазмове різання
- Компресори
- Генератори
- Контактно-точкове зварювання & споттери
- Газозварювальне обладнання
- Запчастини для газозварювального обладнання
- Комплектуючі до зварювального обладнання
- Запчастини для зварювальних апаратів
- Зарядні та пускові пристрої
- Зварювальні пальники MIG\MAG & WIG\TIG & Plazma
- Дріт для напівавтоматичного зварювання
- Прутки присадочні для газозварювання і TIG зварювання в середовищі захисних газів
- Електроди зварювальні
- Зварювальний хімія (спецзасоби)
- Зварювальні кабелі і байонетні з'єднання
- Електрокалорифер (тепловентилятор, теплова гармата)
- Блоки автономні рідинного охолодження зварювальних пальників і плазматрон для різання
- Зварювальне оснащення
- ЗІЗ. Засоби індивідуального захисту.
- Будівельний Электроинтрумент
- Бензоінструмент
- Обладнання для роботизованих комплексів автоматичного зварювання
- Зварювальне обладнання
- Прайс-листи
- Статті
- Презентації і документи
- Про нас
- Відгуки
- Найчастіші запитання
- Доставка і оплата
- Відео
- Понеділок09:0018:00
- Вівторок09:0018:00
- Середа09:0018:00
- Четвер09:0018:00
- Пʼятниця09:0018:00
- Субота10:0017:00
- НеділяВихідний



Аргонодуговий зварювальний апарат HYL TIG-200P AC/DC
Ціну уточнюйте
Мінімальна сума замовлення на сайті — 200 ₴
- Немає в наявності
- Код: HYLTIG200PACDC
- +380 (67) 697-42-56офис
- +380 (73) 400-70-08электроды
- +380 (57) 766-24-17Сбыт безнал
- +380 (57) 766-24-16бухгалтерия

Серія TIG AC/DC Pulse — сучасні інверторні аргонодугові пристрої, що дають змогу працювати як на постійному струмі (зварювання сталей, міді, титану тощо), так і на змінному струмі (сплави алюмінію, магнію, мідні сплави великих товщини та ін., де потрібне видалення окислів зі зварюваної поверхні).
Зварювання ведеться дугою з найменшою витратою вольфрамового електрода для виробу малої товщини, водночас шов заповнюється самим металом. Для товстих металів застосовується присадковий дріт, який плавиться під дією дуги та заповнює з'єднання.
Зварювальна дуга розпалюється безконтактно за допомогою подавання високочастотної іскри. Для того, щоб реалізувати цю функцію, розробники додали до схемотехніки осцилятор із гарним запасом потужності. Він блискавично й безконтактно збуджує дугу між поверхнею й електродом навіть за чималого проміжку. Також осцилятор дає можливість зварювати аргонодуговим пальником навіть із дуже протяженим рукавом.
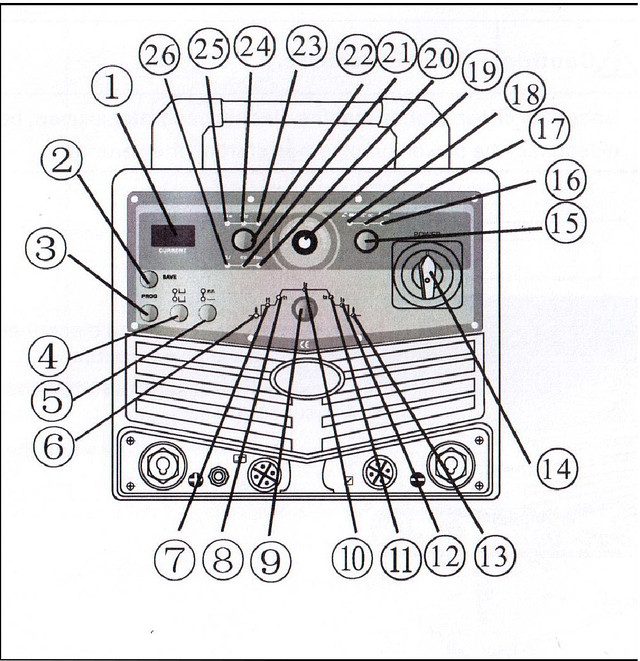
Панель керування:
1. Цифровий дисплей: відбиває значення обраного параметра.
2. Кнопка запису програм (10 програм): дає змогу зберегти в пам'ять апарата всі встановлені параметри.
3. Кнопка виклику програм: дає змогу вибрати необхідну програму із заздалегідь збережених
4. Кнопка вибору 2/4 — тактного режиму керування: встановлення 2-тактного або 4-тактного режиму керування циклом зварювання.
5. Імпульс/клацання перемикання постійного струму.
6. Індикатор часу попереднього продування (перед початком зварювальних робіт): показує час продування до початку зварювальних робіт.
7. Індикатор початкового значення зварювального струму під час підпалювання дуги (початковий зварювальний струм): дає змогу встановити значення зварювального струму на початку зварювальних робіт.
8. Індикатор часу наростання струму: дає змогу встановити час, за який значення зварювального струму збільшиться з попереднього до основного.
9. Кнопка вибору параметрів зварювального циклу: здійснює перемикання між параметрами (час спадання зварювального струму, величина зварювального струму під час згасання дуги, час продування газом після зварювання, час попереднього продування, первинний зварювальний струм, час наростання струму, величина зварювального струму).
10. Індикатор величини зварювального струму: дає змогу встановити величину зварювального струму. В імпульсному режимі встановлює величину зварювального струму імпульсу.
11. індикатор регулювання часу спаду зварювального струму: дає змогу встановити за який час зварювальний струм зменшиться з основної величини до кінцевої.
12. Індикатор величини зварювального струму під час загасання дуги (заварювання кратера): дає змогу встановити час плавного зниження струму після закінчення зварювання в зоні кінцевого кратера.
13. Індикатор часу продування після зварювання: регулювання часу продування після закінчення зварювання. Встановлюйте максимальний час, щоб уникнути окислення розігрітих електрода та деталі.
14. Мережевий вимикач. Увімкнення/вимкнення встановлення.
15. Перемикач TIG/MMA. Поставте перемикач у положення "ММА" для ручного дугового зварювання; поставте перемикач "TIG" для аргонодугового зварювання на змінному або постійному струмі.
16. Індикатор змінного струму TIG.
17. Індикатор постійного струму TIG.
18. Індикатор режиму ММА (ручний дуговий зварювання): показує положення "ММА" для ручного дугового зварювання.
19. Основний регулятор керування (потенціометр): дає змогу керувати параметрами ( обертання за годинниковою збільшує заданий параметр, обертанням проти годинникової - зменшує).
20. Індикатор режиму вибору частоти імпульсів: показує зміну частоти імпульсів у режимі малої та середньої частоти. У режимі малої частоти частоти дуга пульсує, не даючи перегрівати тонкий метал. У режимі середньої частоти зі збільшенням частоти дуга концентрується, зменшується ширина конусу дуги, збільшується проплавлення, що зменшує тепловкладення й короблення деталей, особливо тонких. Також це також позитивно позначається на структурі металу — поліпшується його жаростійкість.
21. Індикатор вибору часу імпульсу: задається співвідношення часу імпульсу до часу паузи.
22. Кнопка перемикання функції.
23.Індикатор регулювання електричного струму.
24. Баланс змінного струму (очищення).
25. Індикатор регулювання частоти змінного струму.
26. Індикатор вибору величини струму паузи (Імпульсний режим) величина зварювального струму під час паузи, у процентному співвідношенні до величини зварювального струму імпульсу.
Гарантія на апарат 12 мес.
Комплектується: Аргонодуговий зварювальний апарат HYL TIG-200P AC/DC, аргонодуговий пальник, кабелю з електродотримачем і клемою-маси, паспорт.
| Основні | |
|---|---|
| Мінімальний зварювальний струм | 10 А |
| Максимальний зварювальний струм | 200 А |
| Ступінь захисту IP | 21 |
| Максимальна товщина зварюваних деталей | 10 мм |
| Мінімальний діаметр електрода, який використовується | 1 мм |
| Максимальний діаметр електрода, який використовується | 4 мм |
| Частота струму | 50 Гц |
| Напруга холостого ходу | 62 В |
| Вага | 28 кг |
| Напруга живлення | 220 В |
| Гарантійний термін | 12 міс |
| Споживана потужність (W) | 4.6 кВА |
| Номінальний зварювальний струм | 180 А |
| Коефіцієнт корисної дії | 85 % |
| Габаритні розміри | |
| Висота | 430 мм |
| Ширина | 390 мм |
| Довжина | 550 мм |
- Ціна: Ціну уточнюйте