
- Товари і послуги
- Індукційний нагрівач
- Апарати для очищення зварювальних швів з нержавіючих сталей
- Відрізні круги
- Уцінені товари
- Зварювальні трансформатори
- Випрямлячі зварювальні
- Зварювальні інвертори
- Зварювальні напівавтомати інверторного типу
- Сварочные полуавтоматы
- Подавальні механізми
- Аргонодугове зварювання
- Повітряно-плазмове різання
- Компресори
- Генератори
- Контактно-точкове зварювання & споттери
- Газозварювальне обладнання
- Запчастини для газозварювального обладнання
- Комплектуючі до зварювального обладнання
- Запчастини для зварювальних апаратів
- Зарядні та пускові пристрої
- Зварювальні пальники MIG\MAG & WIG\TIG & Plazma
- Дріт для напівавтоматичного зварювання
- Прутки присадочні для газозварювання і TIG зварювання в середовищі захисних газів
- Електроди зварювальні
- Зварювальна хімія (спецзасоби)
- Зварювальні кабелі і байонетні з'єднання
- Електрокалорифер (тепловентилятор, теплова гармата)
- Блоки автономні рідинного охолодження зварювальних пальників і плазматрон для різання
- Зварювальне оснащення
- ЗІЗ. Засоби індивідуального захисту.
- Будівельний Электроинтрумент
- Бензоінструмент
- Обладнання для роботизованих комплексів автоматичного зварювання
- Зварювальне обладнання
- Прайс-листи
- Статті
- Презентації і документи
- Про нас
- Відгуки
- Найчастіші запитання
- Доставка і оплата
- Відео
- Понеділок09:0018:00
- Вівторок09:0018:00
- Середа09:0018:00
- Четвер09:0018:00
- Пʼятниця09:0018:00
- Субота10:0017:00
- НеділяВихідний


Зварювальний інвертор SSVA MINI-160 (САМУРАЙ)
8 600 ₴
- В наявності
- Код: SSVAMINI160
- +380 (67) 697-42-56офис
- +380 (73) 400-70-08электроды
- +380 (57) 766-24-17Сбыт безнал
- +380 (57) 766-24-16бухгалтерия

Зварювальний інвертор SSVA MINI-160 (САМУРАЙ)
Детальний опис на www.svarka.kharkov.ua
Інверторні зварювальні апарати постійного струму SSVA призначені для ручного (MMA) зварювання електродом, що плавається 1.5 — 4 мм усіх типів, ВІГ (TIG) зварювання неплавним електродом у середовищі інертних газів із контактним підпалом дуги, а також напівавтоматичного зварювання (MIG/MAG). ССВА
Так само SSVA MINI-160 (САМУРАЙ) може слугувати пуско-зарядним пристроєм для автомобілів.
Для зварювальних робіт методом (MIG/MAG) апарат може комплектуватися механізмом подавання дроту.
Конструкція зварювального апарату з мікропроцесорним керуванням параметрами дуги, спільно з передовими інверторними технологіями, забезпечує такі переваги:
• високу потужність за малого розміру та ваги
• винятково високі параметри енергоощадження
• стабільні параметри зварювання на будь-яких значеннях зварювального струму
• стійка дуга, що не залежнює від коливань напруги мережі (165 — 275 В)
• система контролю вхідної напруги дає змогу захистити апарат у разі ввімкнення в мережу 380 В
• режими «Гірячий старт», «Форсована дуга», «Антиприлипання» полегшують роботу у важкодоступних місцях, дають змогу проводити зварювання навіть початківцям
• інтелектуальна система керування охолодженням забезпечує максимальний коефіцієнт постійного навантаження (ПН)
• система скидання холостого ходу дає змогу проводити безпечні зварювальні роботи в колодязях, всередині ємностей, у сирих підвалах
• висока працездатність і надійність апаратів SSVA.
Комплект постачання
Зварювальний апарат SSVA MINI-160 (САМУРАЙ) 1 шт.
Кабель із клемою заземлення 1 шт.
Кабель із тримачем електрода 1 шт.
Інструкція з експлуатації 1 шт.
ГАРАНТІЯ на апарат 24 міс.
Технічні характеристики
Зберігання й обслуговування
Операції з обслуговування апарата мають
виробляється кваліфікованими фахівцями.
Цей зварювальний апарат є складним електронним
виробом, який вимагає дбайливого поводження, періодичного
обслуговування і правильного зберігання.
Якщо апарат не використовується тривалий час, його необхідно зберігати в сухому, провітрюваному приміщенні, за температури від +5 °C до +55 °C. Після зберігання перед використанням апарат має витриматися за температури експлуатації впродовж 2 годин для видалення можливого конденсату.
Один раз на рік, а під час роботи на будівельних майданчиках не рідше одного разу на шість місяців, рекомендується чистити м'яким пензлем вентиляторів і друкованої плати.
У разі виникнення проблем, пов'язаних з експлуатацією цього обладнання, зверніться в сервісний центр або до продавця.
Заходи з захисту від ураження електричним струмом
Перед під'єднанням зварювального джерела до мережі живлення настійно рекомендується переконатися в тому, що зроблені такі вимоги:
• напруга мережі живлення має відповідати паспортним даним
• розетка, призначена для під'єднання зварювального джерела, має бути належним способом заземлена (відповідно до всіх чинних електротехнічних норм і правил), крім того, дріт уземлення зварювального джерела (жовтого або зеленого кольору) має бути приєднаний до заземлювального контакту,
• мережа живлення має мати заземлену нейтраль,
• зварювальне джерело має бути встановлене в сухому місці з нормальною циркуляцією повітря.
Для гарантування безпеки під час виконання зварювання необхідно вжити таких запобіжних заходів:
• Металеві деталі та конструкції не мають стикатися із силовими кабелями.
• Будь-які металеві конструкції, розташовані в межах досяжності зварника, мають бути належним чином заземлені.
• Усі легкозаймисті матеріали треба прибрати з робочої зони.
• Зворотний дріт зварювального ланцюга рекомендується приєднувати якомога ближче до місця зварювання, для того щоб мінімізувати шлях проходження зворотного струму та пов'язані з цим ризики.
• Зварювальні кабелі мають бути в справному стані.
• Забороняється використання апарата в умовах високої
вологості повітря без уземлення.
• Забороняється ввімкнення апарата в мережу живлення зі знятою верхньою кришкою.
Підготовка до роботи
Розпакуйте зварювальний апарат і перевірте візуально брак механічних пошкоджень на корпусі та живильному кабелі.
Вставте штепсель мережевого кабелю в розетку мережі живлення, що відповідає технічним характеристикам апарата, тобто мережа має бути однофазна з номінальною напругою 220 В частотою 50/60 Гц.
! Переконайтеся, що мережева розетка розрахована на струми споживання зварювального апарату, інакше це може призвести до займання й пожежі.
З'єднайте з апаратом зварювальні кабелі з дотриманням полярності для провідного типу зварювання.
Закріпіть клему заземлення безпосередньо поруч від
місця зварювання, щоб зменшити опір зварювального контуру.
Увімкніть мережевий вимикач, розташований на задній панелі, у положення «ON» (вгору).
Миготлива точка на індикаторі показує процес заряджання вхідних ємностей.
Після подвійного звукового сигналу Ви побачите букву «А» в першому розряді (режим MMA) і поточне попереднє встановлення значення струму в амперах.
Встановіть потрібний струм натисканням на кнопку «+» або «-»
Апарат готовий до роботи.
У процесі інтенсивного зварювання електродом 4-5 мм за високої температури довкілля може спрацьовувати термозахист апарату. Спрацьовування термозахисту супроводжується потрійним звуковим сигналом і миготінням літери «t» на дисплеї, а подвійний звуковий сигнал повідомляє про можливість продовження зварювання.
Час охолодження становить 1-1,5 хв, термозахист є штатним режимом і жодних негативних наслідків для апарата не несе.
Експлуатація
Зварювання покритими електродами супроводжується утворенням шлаку, який необхідно видаляти після кожного проходу. Це дуже важливо для отримання однорідного та гладкого шва. Для видалення шлака добре підходить невеликий молоток або
металева щітка (якщо шлак пухкий).
Під час експлуатації для розташування апарата вибирайте місця,
унеможливлюють потрапляння вологи, пилу та інших сторонніх предметів усередину апарата. Для підтримки робочого теплового режиму не має бути перешкод для повітряного потоку примусового охолодження.
Зварювальні роботи різними типами електродів
Електроди з основним покриттям для зварювання постійним струмом
Електроди з основним покриттям для зварювання постійним струмом (УОНІ 13/55 та ін.) використовуються переважно в тих випадках, коли зварне з'єднання має мати гарні механічні властивості. Зварювання виконують постійним струмом на зворотній полярності (електродотримач має бути під'єднаний до клемі «+»
Для отримання якісного шва електроди вимагають обов'язкового прокачування. Після обривання дуги завжди залишається козирок обмазки, який довший за металевий стрижня електрода міліметра на 2...3. У разі повторного запалювання дуги довше, ніж через 2-5 сек. потрібно дозованим ударом відбити козирок і залишки шлаку з торця електрода. Це покриття
особливо часто використовується під час зварювання труб, позаяк воно надає зварювальній ванні підвищеної в'язкості та забезпечує більшу глибину провару шва.
Електроди з покриттям для змінного струму
Зварювання електродами з покриттям для змінного струму з рутиловим та ін. покриттями (МР-3, АНО-21 та ін.) можна проводити як прямий («+» на деталі), так і зворотний («-на деталі) полярністю. Вибір полярності залежить від умов проведення робіт.
«-на деталі (зворотна полярність) дає стійкішу дугу на неякісних електродах, менше гріє зварювану деталь. Бажано для зварювання тонких металів, зварювання у важкодоступних місцях. Електрод горить швидше.
«+» на деталі (пряма полярність) дасть більше тепла в зону зварювання, переважно для теплоємних зварюваних поверхонь. Електрод горить повільніше.
Під час вибору робочих струмів і полярності керуйтеся таблицями, зазначеними на пакованні електродів.
Під час вибору електрода можна керуватися таким
правилом: діаметр електрода має бути приблизно дорівнює товщині зварюваної деталі. Якщо товщина зварюваної деталі перевищує 3 мм
Для встановлення роз'єму під'єднувального механізму Вам будуть потрібні:
Дриль, свердло д3,0 мм для металу, паяльник, припій, бокорізи, викрутка PH2
Заклепки 3,2х10 мм 2 шт., клепальник.
Покрокова інструкція для під'єднання SSVA PU або PU-2 до інвертора SSVA-MINI "САМУРАЙ":
1!!! УВАГА!!! Переконайтеся, що Ваше інверторне джерело зварювального струму SSVA-MINI "САМУРАЙ" вимкнене від мережі живлення.
2. Зніміть верхню кришку апарата, відкрутивши по 4 шурупи з кожної з двох сторін периметром кришки.

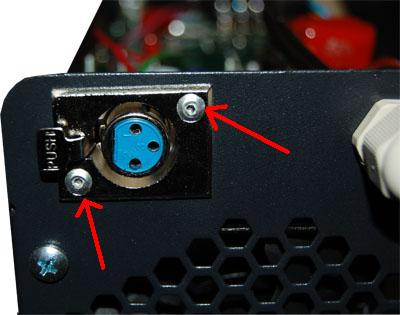
3. За допомогою дриля висвердлить дві заклепки, що утримують заглушку отвору роз'єму під'єднання механізму на задній стінці корпусу апарата.
4. Візьміть роз'єм, що йде в комплекті з Вашим PU або PU-2 і обріжте роз'єм і клеми
5. Протягніть дроти в отвір на задній стінці корпусу апарата.
6. Встановіть роз'єми під'єднувального механізму та закріпіть його за допомогою двох заклепок 3,2х10 мм. Зверніть увагу, що контакти роз'єму мають нумерацію, вона знадобиться Вам надалі.
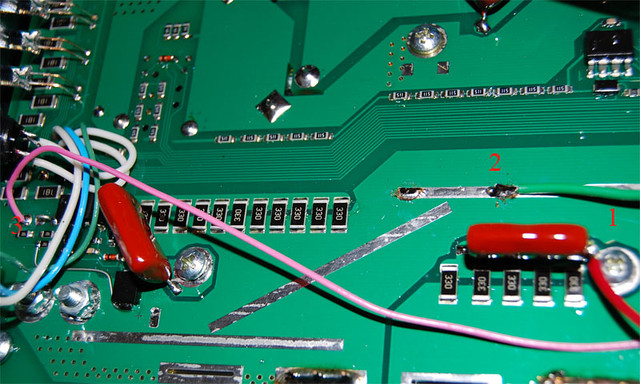
7. Протягніть дроти від роз'єму до передньої частини апарата та обріжте їх за довжиною з запасом. Номер контакту на роз'ємі має збігатися з нумерацією на платі, вказаної на фотографії.
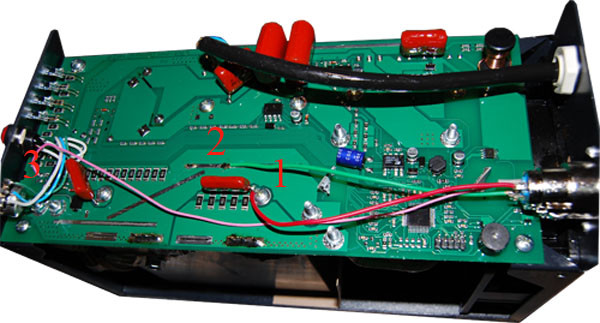
8. Припалюйте дроти, як зазначено на фотографії. Зверніть увагу, що дріт "1" припав у те саме місце, що й ніжка конденсатора, дріт "2" на будь-яке місце на доріжці, а провід "3" у спеціально отвір на платі (рядом із перепиленням).
10. Одягніть верхню кришку апарата та прикрутіть саморізами з двох боків периметром.
11. Під'єднайте керівний кабель PU або PU2 у встановлений роз'єм, а силовий у роз'єм інвертора (вибравши потрібну Вам полярність), кабель із затискачем «маса» також під'єднайте в роз'єм інвертора.
12. Під'єднайте Ваш інвертор до мережі живлення. Увімкніть інвертор. Перейдіть у режим «MAG», на інверторі виберіть потрібне Вам напруга, обертаючи ручку регулятора, а на подавальному PU або PU2 швидкість подавання дроту.
| Основні | |
|---|---|
| Виробник | SSVA |
| Країна виробник | Україна |
| Гарантійний термін | 24 міс |
| Вага | 5.5 кг |
| Напруга живлення | 220 В |
| Частота струму | 50 Гц |
| Напруга холостого ходу | 35 В |
| Номінальна споживана потужність | 3.5 кВА |
| Номінальний зварювальний струм | 130 А |
| Максимальний діаметр електрода, який використовується | 4 мм |
| Мінімальний діаметр електрода, який використовується | 1.5 мм |
| Максимальна температура навколишнього середовища | 45 град. |
| Мінімальна температура навколишнього середовища | -30 град. |
| Максимальний зварювальний струм | 160 А |
| Мінімальний зварювальний струм | 5 А |
| Габаритні розміри | |
| Ширина | 135 мм |
| Довжина | 323 мм |
| Висота | 167 мм |
- Ціна: 8 600 ₴